WarBlock Receiver Height AR15 Gas Block CNC Machining (1): stock prep for fixture plate
Here is the first installment in the AR15 High Rail Gasblock machining series. In this episode I am machining the main bore and the gas tube hole while simultaneously creating the mating interface to the fixture plate. I came up with the idea of using pre-existing features on the gasblock that needed to be machined anyway to serve double duty. In this case the fixture plate I made from 4140 HT includes a 14mm boss that is threaded to accept a socket head cap screw and a 0.180 boss that fits in the gas tube hole. This allows me to not only tightly control the location of the main bore hole (which is where all other features are referenced from) but also allows the stock blank to marry to the fixture plate…you know because once the screwing is over they have a very rigid relationship.
Here are some pics of making the fixture plate 
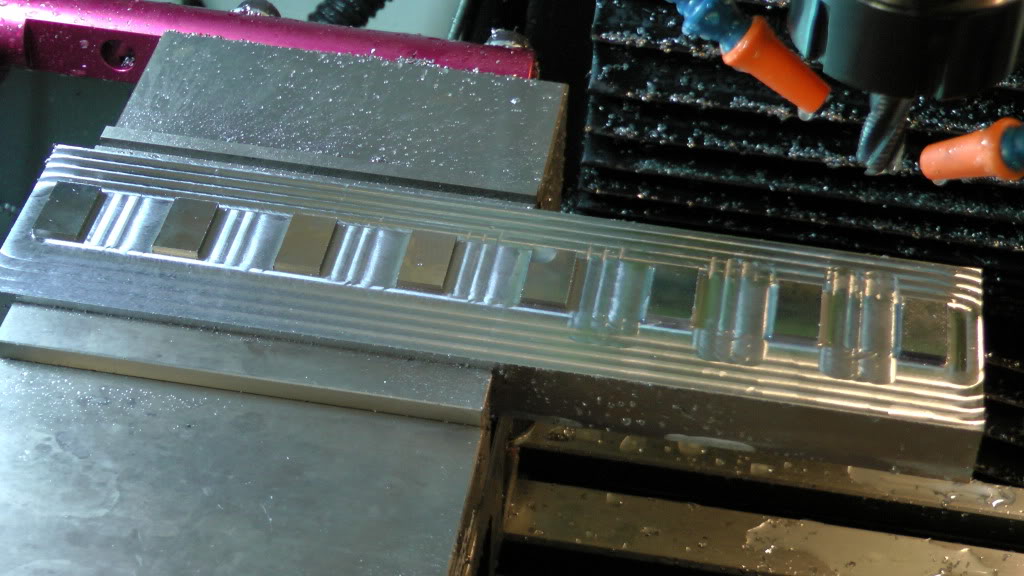
Since the next machining operations will impart a lot of lateral force and the stock is elevated from the fixture plate 2.5″ it is very important to have the blanks very tightly affixed to the plate. I spaced the blocks far enough apart so that a 0.5″ endmill just fits in between them. This allows me to fit 8 parts across without wasting any space. There is at least one other fixture that needs to be made to hold the parts horizontally so I can machine them from the side but I think this fixture will allow me to machine the parts from 3 sides; face on as shown in the pic for the general profile and bayonet lug features, from the top to machine the Picatinny rail, and from the bottom to machine the QD sling swivel socket.
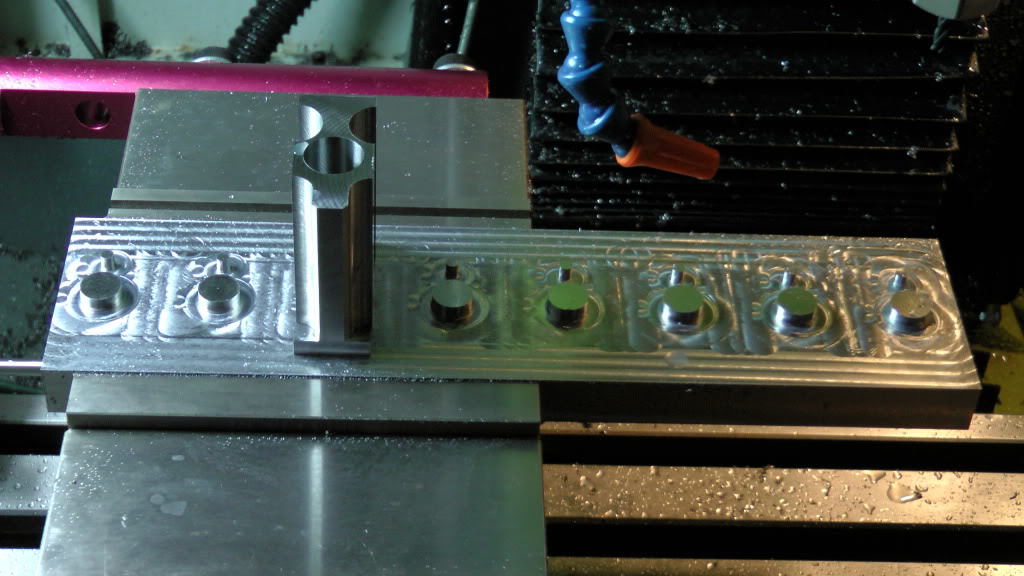
Since this initial test machining of the 2 blanks was successful it can be scaled up to do 6 blanks at a time on one vice. I can now move on with using this fixturing methodology to CAM up the next operations which will likely be the profile.
Here is a pic of the fixture plate with the 2 blanks on the left and some other gasblocks starting to take shape in various forms of testing and completion.
