AR15 High Rail Gas Block CNC Machining (2): fixture plate process redo
In this post I am revisiting the process of preparing the stock material for the fixture plate. The previous operation had a fatal flaw; because the part was flipped in between drilling and milling and re-indexed, the main bore hole was not guaranteed to be concentric to the drilled hole. This is only a problem because the index point for all future operations are based on the accurate location of the main bore hole. If the drilled hole is not concentric to the main bore then none of the other features of the gasblock will be concentric with the bore. This is especially important when considering the Picatinny rail alignment with the barrel.
Here is a pic looking through the milled bore to the drilled hole of one of the blocks.
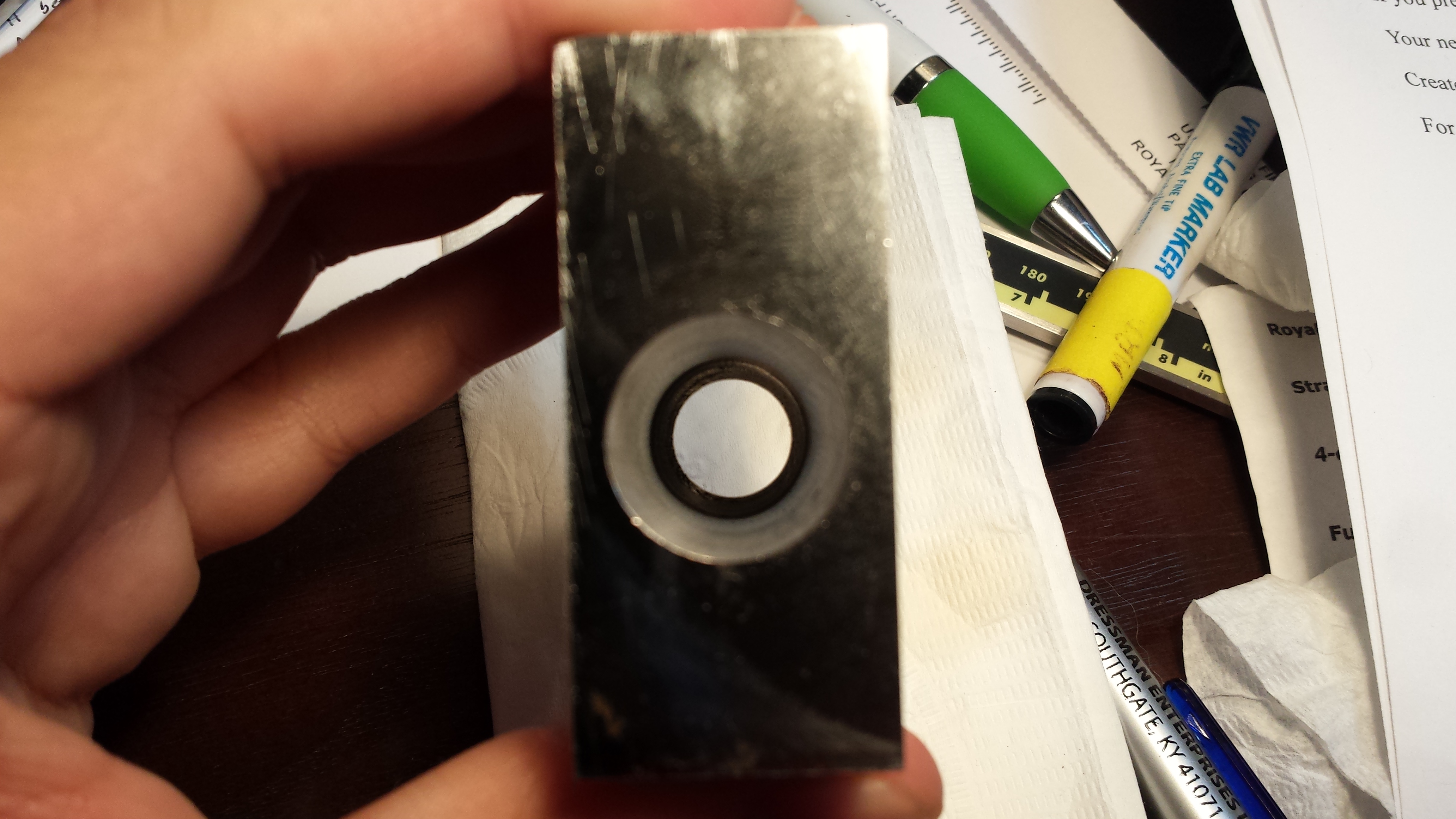 If you look closely you can even see that the drilled hole is slightly eccentric to the right.
If you look closely you can even see that the drilled hole is slightly eccentric to the right.
By drilling the hole and milling the bore in the same setup this guarantees concentricity (other than minor drill walking). The only issue then is if the gastube hole can be drilled with enough accuracy to allow it to fit to the fixture plate bosses. The initial testing on 2 blocks suggest that this process will work, so I’m going with it for now.
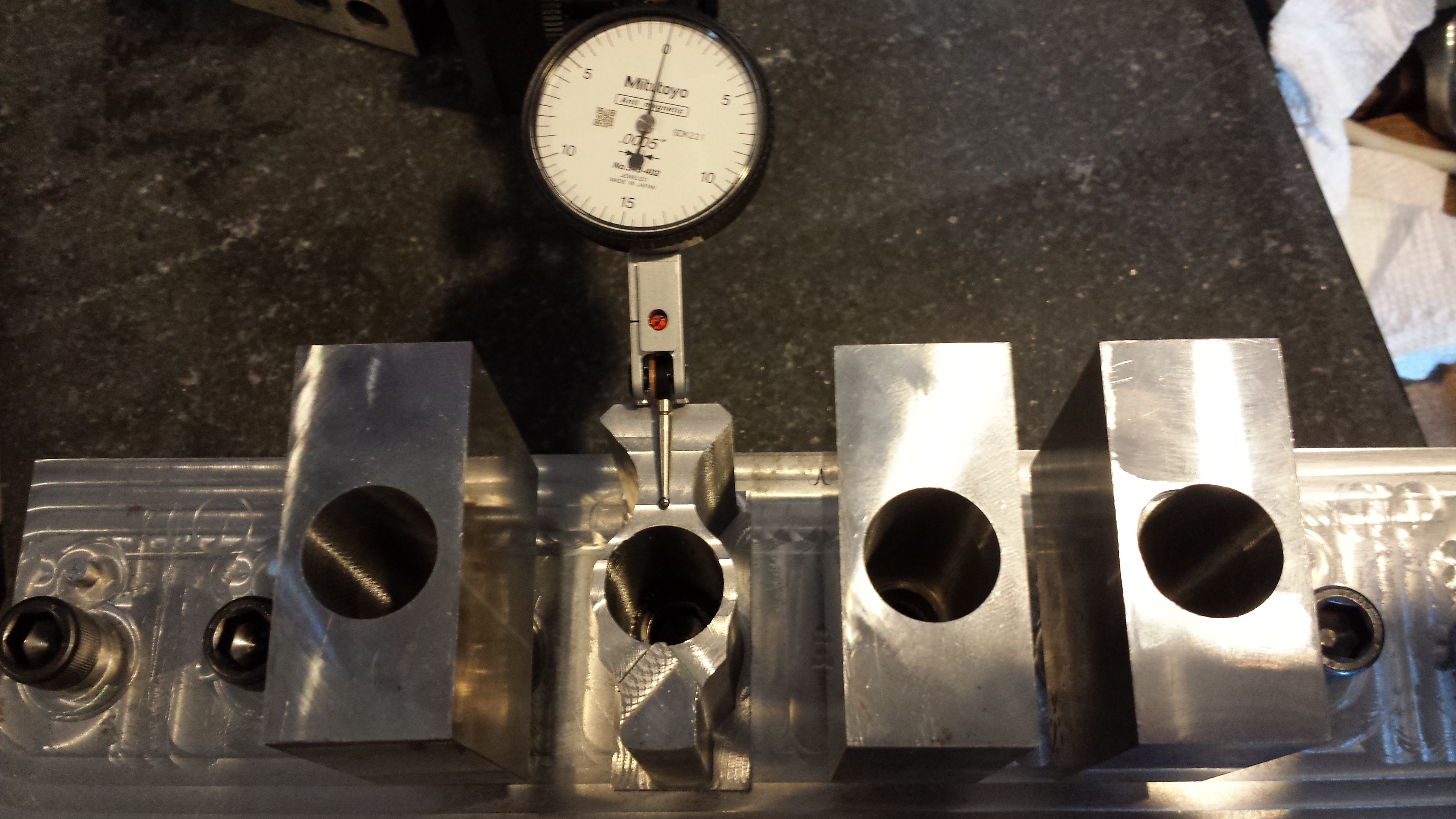
I also needed to re-square up the fixture plate which was off by a significant amount.
Now finally we can move on to the profile machining ops with the blocks attached to the fixture plate. I’ve already done most of this operation complete with both some good and some bad moments and do not have a video edited yet but here is a sneak peak at what is to come:
 Thanks and stay tuned for the next installment which hopefully won’t seem as redundant and boring as this one. Also if anyone thinks of a better way to do this please feel free to post a comment below!
Thanks and stay tuned for the next installment which hopefully won’t seem as redundant and boring as this one. Also if anyone thinks of a better way to do this please feel free to post a comment below!